

Contents
Mineral Processing & Beneficiation
Comminution and grind control
Selective flotation and alternative metallurgical routes
Pre-concentration and ore sorting
Reductant Switch & Alternative Extraction Routes
Thermal / Reductant-Based
2.1 Carbothermic smelting
2.2 Hydrogen
2.3 Biocarbon
2.4 Aluminothermic
Electrochemical & Low-Temperature
2.5 Electrochemical
2.6 Deep eutectic solvents
2.7 Acid digestion
Chlorination & Advanced Routes
2.8 Carbochlorination
2.9 Molten salt chlorination
2.10 Direct organotin production
Low-Carbon Tin Production
Introduction
As global industries move toward net-zero targets, attention is turning to the carbon footprint of metal production. Tin, though produced in smaller quantities than other base metals, underpins low-carbon technologies such as electronics, soldering, and energy storage.
Tin production remains carbon-intensive, though less so than some other metal production routes, relying on the carbon-based reduction of cassiterite (SnO₂) at temperatures above 1200 °C. According to recent life-cycle assessments, the carbon footprint of tin production varies widely depending on technology, energy source, and feedstock.
The Aurubis Beerse 2024 ISO 14040/44 study reports roughly 3,000 kg CO₂-equivalent per tonne of refined tin using secondary raw materials, while the International Tin Association estimates the global industry average at 6,632 kg CO₂-equivalent per tonne.1,2 This highlights the potential for process innovation.
While tin reserves remain widely spread globally, ore grades are falling and finer cassiterite concentrates are becoming common, causing energy intensity to rise. Decarbonising tin will require progress across multiple areas, from low-energy ore preparation and improved fines recovery to alternative reductants such as hydrogen or biocarbon, and low-temperature chlorination routes.
Low-Carbon Pathways
Decarbonisation Opportunities
The baseline reaction for carbothermic smelting uses carbon reductants to reduce tin oxide (cassiterite) to metallic tin alongside the production of carbon monoxide and dioxide. Decarbonisation strategies target one or more stages across the process chain.
Reductant Switch
Replacing fossil carbon with hydrogen or sustainable biocarbon reductants.
Heat Switch
Transitioning from fossil fuel heating to renewable electricity, solar thermal, or hydrogen combustion.
Feed Switch
Increasing secondary inputs and improving recovery from slags, fines, and tailings.
Off-gas Management
Introducing CCUS and carbon utilisation technologies to reduce direct emissions.
Beyond smelting, additional low-carbon opportunities exist across the tin value chain. Upstream, low-energy ore crushing and grinding technologies such as high-pressure grinding rolls (HPGR), microwave pre-treatment, and high-voltage pulse fragmentation can significantly reduce power consumption during beneficiation.
Fine recovery and tailings retreatment improve metal yield, reducing embedded energy losses associated with unrecovered tin. Meanwhile, carbochlorination of cassiterite offers a promising lower-temperature pathway capable of producing tin chlorides as value-added intermediates.
Tin can also support low-carbon hydrogen production systems, enabling hydrogen to potentially act as an alternative reductant in future primary tin production routes.
Primary Tin Beneficiation and Improved Efficiency
The recovery of tin from fines, tailings, and complex secondary resources (such as crude tin and smelting slags) is a critical area of research due to the inefficiency of traditional beneficiation methods and the growing need for both resource efficiency and lower-carbon tin production.
Resource Scarcity
Secondary resources, including tailings and crude tin from e-waste or anode sludge, can contain tin grades comparable to primary deposits, making them increasingly important for future supply.3,4
The “Fines” Problem
Cassiterite (SnO₂) is brittle and fractures into ultrafine particles during grinding, reducing recovery efficiency using conventional gravity separation methods.5
Environmental Liability
Tailings and refining byproducts may contain hazardous elements such as arsenic, lead, and antimony, creating long-term environmental risks.3,4
Carbon Intensity
Poor recovery from fines increases the energy consumption and greenhouse gas emissions associated with each tonne of refined tin produced.

Conventional Techniques
Conventional tin beneficiation relies on crushing, controlled grinding, classification, and gravity separation, reflecting the strong density contrast between cassiterite and associated gangue minerals.
Run-of-mine ore is typically processed using jaw and cone crushers followed by rod milling and controlled ball milling to achieve liberation while minimising excessive fines generation.
Gravity concentration remains the dominant industrial approach, with jigs applied to coarse fractions and spirals and shaking tables used for intermediate and finer material. Enhanced gravity concentrators or flotation may also be employed as scavenging stages for finer cassiterite particles.6
Numerous studies show that a significant proportion of tin is lost to tailings due to poor recovery of fine and ultrafine cassiterite particles, particularly below 20 µm where gravity separation efficiency declines sharply.7
As tin ores become lower grade and more finely disseminated, improving comminution control, fine-particle recovery, and tailings retreatment is increasingly important to extend mine life and improve the sustainability and resilience of primary tin supply.
Feed Switch / Intensity
Methods for Improving Tin Yield and Energy Efficiency
Improving tin yield begins before smelting. Better comminution, grind control and fine-particle recovery can reduce energy demand, limit cassiterite losses to tailings, and improve the carbon efficiency of primary tin production.
Comminution and grind control
The most direct way to reduce energy consumption and improve tin recovery is to avoid grinding material that is already sufficiently fine. A patented method for low-grade tin tailings demonstrates this bypassing strategy, where material is screened at 1.5 mm before ball milling.8
The undersize fraction, already containing liberated minerals, bypasses the mill and is directed to spiral chutes. Only the oversize fraction enters the grinding circuit, significantly reducing comminution energy demand.8
Early rejection of barren oversize can reduce feed to downstream gravity circuits by approximately 8.5%.9

Pre-screening and bypassing
Protects brittle cassiterite already present in fines from being overground into unrecoverable slimes below 19 µm.5,8
Preferential comminution
Imploder treatment achieved liberation at coarser sizes around 710 µm compared with approximately 425 µm for conventional crushing.9
Microwave-assisted crushing
Microwave pre-treatment increased P50 by up to 18% and reduced difficult-to-recover fines below 100 µm by approximately 17%.49
HPGR and superfine crushing
HPGR technology can reduce specific energy consumption by 10–50% compared with tumbling mills.50
Selective grinding optimisation
Above 50% pulp concentration, zinc-bearing minerals may fracture before cassiterite, reducing unnecessary tin overgrinding.51
Electric pulse fragmentation
EPF applies high-voltage pulses to induce selective grain-boundary breakage and reduce grinding energy demand.52
Low-energy crushing: Imploder technology trial
This video shows a trial of low-energy crushing / Imploder technology, which is designed to promote preferential breakage and mineral liberation at coarser particle sizes. For tin processing, this could help reduce overgrinding, lower energy demand, and preserve recoverable cassiterite fractions.
Microwave-assisted crushing
Microwave pre-treatment is based on selective dielectric heating. Minerals with high dielectric loss absorb electromagnetic energy and expand thermally, while transparent gangue remains comparatively cool.49
The resulting thermal stress promotes intergranular cracking along mineral boundaries rather than indiscriminate shattering. Studies on kimberlite showed that microwave treatment increased P50 while reducing ultrafine generation.49
Since cassiterite is also a microwave-responsive metal oxide, similar selective weakening mechanisms may be achievable in tin systems.

Energy-efficient dry comminution
HPGR technology applies compressive stress between counter-rotating rolls, generating inter-particle compression and micro-cracking along mineral grain boundaries.50
Downstream superfine crushing (SFC) systems can replace ball mills for fine grinding duties while operating without steel grinding media.50
Laboratory comparisons showed SFC required only 0.92 kWh/t compared with approximately 12.5 kWh/t for Bond ball milling under similar duties.50
Enhanced gravity separation
Enhanced gravity separation technologies overcome the limitations of conventional gravity concentration by increasing effective settling forces acting on fine cassiterite particles.
Centrifugal concentrators such as Knelson and Falcon units can generate centrifugal fields exceeding 120 G, enabling recovery of ultrafine cassiterite fractions.8
Spiral chutes and shaking tables remain important for intermediate fractions, although industrial data indicate that shaking tables show lower capacity and recovery compared with jigs if not correctly sized.10

Why this matters for tin
Cassiterite is dense and brittle. Excessive grinding can generate ultrafine tin particles that are difficult to recover using gravity separation. Technologies that promote liberation at coarser particle sizes can therefore reduce energy use while preserving recoverable tin fractions.
Selective Flotation and Alternative Metallurgical Routes
Flotation can improve recovery of fine cassiterite, but performance is strongly controlled by particle size, surface chemistry and reagent selectivity.
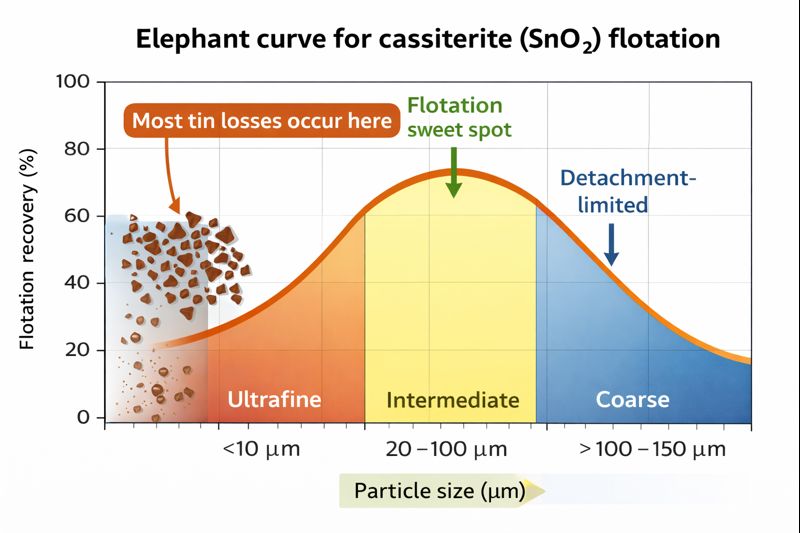
Physical limits and the “elephant curve”
Even with advanced reagents, flotation performance is constrained by particle size. Ultrafine particles below 20 µm lack the inertia to collide with bubbles effectively, while coarse particles above 100 µm detach more easily.11
This behaviour is often described as the “elephant curve”: when recovery is plotted against particle size, the curve is high in the middle and low at both ends. This makes careful classification and process design essential.
Low-reagent flotation
Low-reagent flotation aims to improve selectivity and reduce chemical consumption while maintaining recovery and concentrate grade. For cassiterite, this depends on efficient modification of surface oxygen and hydroxyl sites.
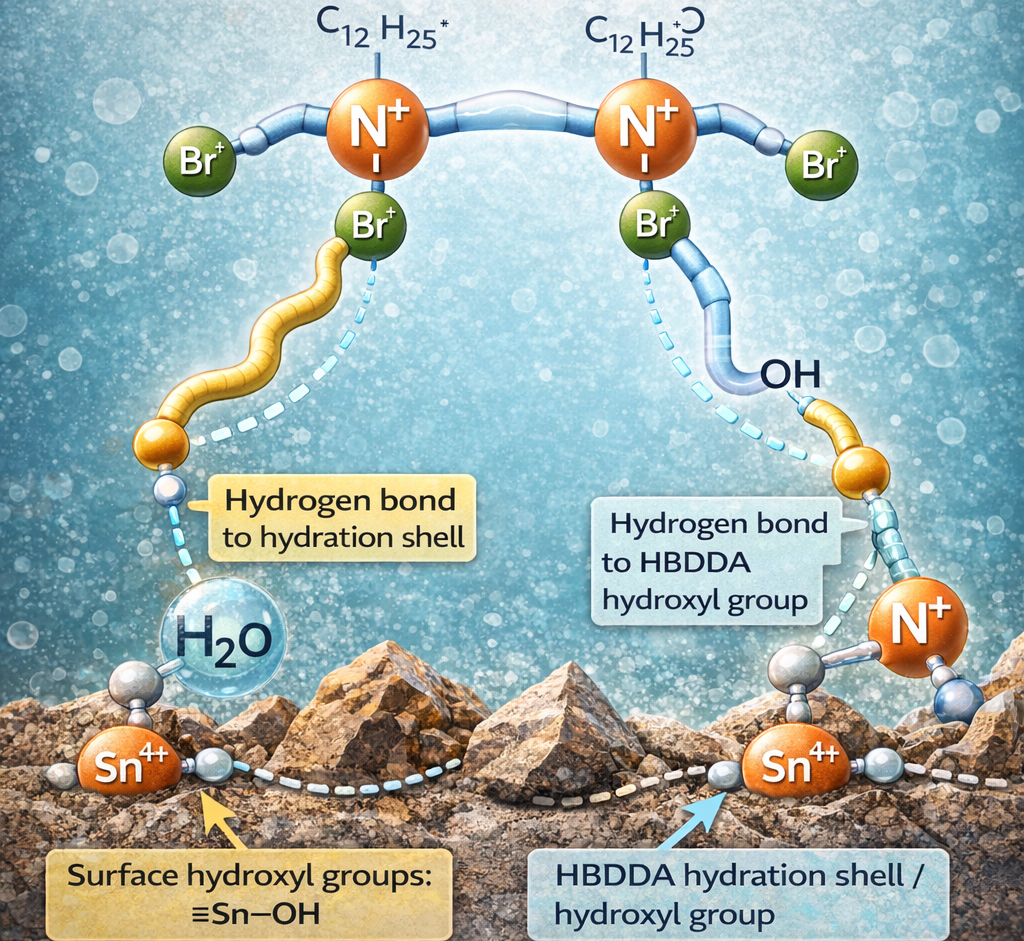
Gemini surfactant collectors
HBDDA is a Gemini surfactant with two cationic heads and two hydrophobic tails. It shows strong selectivity for cassiterite over calcite across a wide pH range, remains soluble in cold water and provides intrinsic frothing capability.11
Waste-with-waste activation
Lead-bearing industrial wastewater can activate cassiterite flotation. Pb²⁺ adsorbs onto surface oxygen sites and forms a thin PbS layer during sulfidisation, improving xanthate collector attachment.12
Surface chemistry controls recovery
Selective surfactants bind to cassiterite surface oxygen and hydroxyl groups through electrostatic attraction and hydrogen bonding. This creates a hydrophobic layer that improves bubble attachment and reduces detachment under turbulent flotation conditions.
In waste-with-waste activation, the same process can remove more than 99% of dissolved lead from wastewater while improving fine cassiterite flotation, linking wastewater treatment with tin recovery.12
Non-flotation alternative for refractory middlings
Where flotation fails due to complex mineral locking, silicothermic reduction roasting can provide an alternative. One process co-treats low-grade tin middlings with silicon cutting waste from the photovoltaic industry, reducing iron sulphides and volatilising tin as SnS or SnF₂, achieving recoveries of approximately 94% without flotation reagents.4
Pre-Concentration and Ore Sorting
Pre-concentration and ore sorting reduce energy consumption by rejecting barren or problematic material early, lowering the mass that must be ground, pumped, or heated per tonne of tin recovered.
Early rejection reduces downstream energy demand
Screening-based bypassing rejects coarse barren material early, directly reducing ball mill load and energy use.8 In testing with Imploder technology, the +1.00 mm oversize fraction was found to be completely barren, allowing approximately 8.5% of total mass to be discarded before gravity separation.9
This reduces downstream equipment load, wear, water demand, and overall energy intensity. Preferential fracture can also act as a pre-concentration mechanism by producing higher-grade concentrates at coarser sizes.9

Size-Based Sorting
Coarse barren material can be rejected before grinding, reducing mill load, water demand and downstream energy intensity.8,9
Preferential Fracture
Producing higher-grade feed at coarser sizes reduces the amount of waste entering energy-intensive downstream processing steps.9
Magnetic Pre-Enrichment
High-gradient magnetic separation increased cassiterite grade from 0.3383% to 0.4625% before reduction roasting at 975 °C in Nanling tailings.13
Washing and Scrubbing
Log washers remove clays and surface impurities before gravity separation, helping protect jig performance and reduce losses to slime tailings.14
Processing Pathway Summary
Tin losses to fines and tailings arise primarily from the brittle nature of cassiterite and the rapid decline in gravity separation efficiency as particle size decreases, with unrecovered tin commonly concentrated in the <20 µm fraction.
Limit overgrinding through bypassing, staged regrinding and preferential fracture.
Use enhanced gravity and flowing-film devices to target finer cassiterite fractions.
Treat fine or refractory material where physical separation is insufficient.
Use pre-concentration to reduce mass throughput and downstream energy demand.
Together, these approaches provide a coherent framework for increasing tin recovery from fines and tailings while supporting more energy- and carbon-efficient primary tin production.
Reductant Switch
Alternate Reduction of Cassiterite
Carbothermic smelting is the standard industrial method for extracting tin from its primary mineral, cassiterite (SnO₂). Because cassiterite is chemically stable and resistant to acids or bases, high-temperature reduction using carbon sources such as coal or coke is currently the only practical production route.
The process is generally conducted in a two-stage operation, involving primary reduction and secondary slag cleaning, to maximise tin recovery while managing impurities, particularly iron.16


Why cassiterite requires high-temperature reduction
Cassiterite is a stable tin oxide mineral. Converting it into metallic tin requires breaking strong tin–oxygen bonds, which is why conventional production relies on high-temperature reduction using carbon-based reductants.
Carbothermic Smelting: Traditional Route
Primary Reduction
Cassiterite concentrate is mixed with carbon reductant and heated to approximately 1100–1200 °C. Carbon reduces tin oxide to metallic tin, producing crude tin containing approximately 97–99% tin, alongside iron-bearing slag.16
Slag Cleaning
Tin-rich primary slag is treated at higher temperatures, typically 1400–1550 °C, with additional reductant and flux. This recovers remaining tin but can generate iron–tin alloy phases such as FeSn or FeSn₂.16
Refining
Crude tin is refined to remove impurities. Liquation may be used, where metal is cooled close to tin’s melting point, allowing iron compounds to crystallise and form dross that can be skimmed off.16
Issues with Carbothermic Smelting
The main metallurgical challenge is the difficulty of separating iron from tin. Iron and tin oxides have similar reduction behaviours, meaning conditions strong enough to reduce tin oxide can also reduce iron oxides.17
The process relies on fossil fuels for both heat and chemical reduction, producing approximately 2.5 tonnes of CO₂ per tonne of refined tin.18 It can also generate sulphur dioxide, particulate matter and tin-bearing fume dust, requiring complex off-gas capture and recycling systems.1,16
Despite two-stage smelting, some tin is inevitably lost in final slag, either chemically or through mechanical entrainment within the slag matrix.16
Reductant Switch
Hydrogen Smelting
Using hydrogen substitutes traditional carbonaceous reductants such as coal or coke with hydrogen gas to reduce cassiterite (SnO₂). The fundamental shift is chemical: rather than producing carbon dioxide, hydrogen reduction releases water vapour.18
Hydrogen reduction can either produce metallic tin directly at high temperature or partially reduce SnO₂ to SnO within a slag phase, making the material more amenable to subsequent hydrometallurgical extraction.18
Direct metal production
At around 1300 °C with sufficient hydrogen, SnO₂ can be reduced to metallic tin. Hydrogen may be injected into molten concentrate, for example through a lance.18
Partial reduction route
Hydrogen can partially reduce SnO₂ to SnO in a slag phase. SnO is less chemically stable than SnO₂ and can be more readily dissolved during acid leaching.18
Experimental Results
Recent experiments at TU Bergakademie Freiberg used a tin concentrate containing 59% SnO₂ to test hydrogen reduction at 1300 °C and 950 °C, with different hydrogen additions.18
| Experiment | Temperature (°C) | H₂ loading (g/100 g concentrate) |
|---|---|---|
| 1 | 1300 | 3.0 |
| 2 | 1300 | 1.5 |
| 3 | 950 | 3.0 |
| 4 | 950 | 1.5 |
The highest temperature and hydrogen loading produced metallic tin, while lower hydrogen loading favoured slag formation. Lower temperature experiments were less successful due to spinel formation and unchanged cassiterite.18
| Experiment | Volatilisation (wt%) | Slag (wt%) | Unchanged cassiterite (wt%) | Spinel (wt%) | Sn metal (wt%) |
|---|---|---|---|---|---|
| 1 | 30 | 40 | 0 | 0 | 30 |
| 2 | 25 | 75 | 0 | 0 | 0 |
| 3 | 20 | 40 | 0 | 10 | 30 |
| 4 | 10 | 60 | 20 | 10 | 0 |
At 1300 °C with 3 g H₂ per 100 g concentrate, the process produced a metallic tin nugget with very high purity, approximately 99.60 wt% Sn. Direct recovery to the metal phase was 50.4%, representing more than 80% of the theoretical equilibrium value predicted by thermodynamic modelling.18
Hydrogen as a bridge to leaching
Hydrogen reduction can break down the resistant cassiterite structure. When the reduced slag was leached with sulfuric acid, tin dissolution increased up to 7.71 g/L Sn compared with 0.73 g/L Sn from the raw concentrate.18
Advantages
- Eliminates direct process CO₂ emissions if green hydrogen is used.18
- Can produce high-purity tin above 99.5%.18
- Can create leachable SnO-bearing slag for lower-temperature extraction.18
- Avoids formation of problematic Fe–Sn alloy in hybrid routes.
Disadvantages
- Iron oxides still reduce alongside tin, complicating separation.18
- High-temperature operation can cause tin volatilisation.18
- Single-step metal recovery remains below industrial carbothermic standards.
- Hydrogen handling introduces combustion and explosion safety requirements.
Summary
Hydrogen cannot easily overcome the thermodynamic difficulty of separating iron from tin. However, it offers a promising route to lower-carbon tin production through a hybrid process: hydrogen reduction to prepare a leachable slag, followed by acid leaching and electrowinning.
Biocarbon Smelting
Biocarbon could provide a lower-carbon alternative to traditional coal or coke in cassiterite reduction. The reduction chemistry would remain broadly similar to carbothermic smelting, but the carbon source would be derived from biomass rather than fossil carbon.
Its main potential advantage is emissions reduction. Biocarbon is produced from organic material, meaning its carbon can be part of the short-term biogenic carbon cycle rather than being newly released fossil carbon.
However, the use of biocarbon specifically for cassiterite reduction has not yet been explored in detail in the published literature. Its suitability would depend on factors such as fixed-carbon content, ash chemistry, reactivity, mechanical strength, impurity profile, and behaviour at tin-smelting temperatures.

Potential Benefit
Could reduce fossil-carbon dependence in tin smelting while retaining compatibility with carbon-based reduction chemistry.
Main Challenge
Biocarbon quality varies depending on feedstock and production method, which could affect reduction behaviour and slag chemistry.
Research Gap
Direct evidence for biocarbon use in cassiterite reduction remains limited, so dedicated tin-focused testing is needed.
Summary
Biocarbon is a promising near-term decarbonisation option because it could potentially substitute fossil reductants without completely redesigning tin smelting chemistry. However, its practical use in cassiterite reduction still requires experimental validation.
Reductant Switch
Aluminothermic Smelting
ThermiTech has developed an alternative process for smelting cassiterite using aluminium as the reductant, replacing conventional carbon-based reduction. A key advantage is that the aluminium powder can be sourced from recycled waste, such as used beverage cans, improving the sustainability profile of the route.
The process is designed for mobile, modular units that can be deployed directly at mining sites. This enables on-site processing, reduces ore transport requirements, and may be particularly useful for smaller or more remote tin operations.
The technology can treat both lower-grade concentrates, reportedly as low as 50% tin, and high-grade concentrates, making it relevant to increasingly depleted or variable ore resources.

Recycled Reductant
Uses aluminium powder that can be produced from recycled waste streams, including used beverage cans.
Modular Deployment
Designed for mobile units that can operate close to mine sites, reducing ore transport and infrastructure needs.
Flexible Feedstock
Capable of treating both lower-grade and higher-grade tin concentrates.
High-Purity Tin
Reported to consistently produce tin at ≥99.6% purity.
Summary
Aluminothermic smelting offers a potentially lower-carbon and modular alternative to conventional tin smelting, especially where recycled aluminium can be used as the reductant. Its main appeal lies in combining high-purity tin production with reduced infrastructure needs and on-site processing flexibility.
Electrochemical & Low-Temperature
Electrochemical Tin Production
Renesis Metals has developed an electrochemical process to produce high-purity tin powder using hydrodynamic electrolysers operating at relatively low temperatures of around 40–80 °C.
The technology enables an integrated processing route from ore concentrate, tailings, or secondary feedstocks directly to metal powder, bypassing conventional smelting, refining, and atomisation steps.
This route combines electrolyte preparation, including leaching, separation and precipitation, with electrochemical deposition in a dynamically controlled electrolyte flow system.
Low-Temperature Processing
Operates at approximately 40–80 °C, avoiding the very high temperatures required for conventional tin smelting.
High-Purity Powder
Produces tin powder with reported purity of ≥99.97%, with particle morphology and size controlled at the cathode.
Integrated Feedstock Route
Can potentially process ore concentrates, tailings, and secondary feedstocks directly into tin powder.
Modular Deployment
Containerised design supports decentralised, scalable deployment, including operation close to mine sites.
Summary
Electrochemical tin production offers a low-temperature, electrified alternative to conventional smelting. Its key advantages are high purity, reduced process complexity, compatibility with renewable power, and flexible modular deployment.
Chlorination & Advanced Routes
Carbochlorination
Carbochlorination is a pyrometallurgical process used to extract metals from oxide minerals such as cassiterite (SnO₂) by converting them into volatile metal chlorides using chlorine gas and a carbonaceous reducing agent.
Unlike conventional carbothermic smelting, which directly produces metallic tin, carbochlorination converts cassiterite into tin tetrachloride (SnCl₄), which can then be volatilised, condensed, and purified.
Simplified carbochlorination reaction for cassiterite reduction.21

How it works
The process relies on the interaction between a metal oxide, carbon, and chlorine to thermodynamically drive chloride formation at moderate temperatures. Direct chlorination of many oxides using only chlorine gas is often thermodynamically difficult or requires very high temperatures.19
By introducing carbon as a reducing agent, oxygen is removed from the mineral as carbon monoxide or carbon dioxide, lowering the Gibbs free energy required for chlorination and enabling chlorine to react with the metal more readily.20
1. Ore preparation
Ore is finely divided and mixed with a carbon source such as brown coal, petroleum coke, or activated carbon.19,22
2. Pelletising
The mixture is pelletised or briquetted to ensure close contact between ore and carbon and to create a porous composite structure.19,22
3. Char formation
Pellets are heated in a neutral atmosphere to remove moisture and volatiles, producing a reactive char.21
4. Chlorination
Chlorine gas is introduced at approximately 500–650 °C, volatilising tin chloride species such as SnCl₄.21
5. Condensation & purification
Volatile chlorides are condensed and purified, often through selective condensation or distillation.21
Comparison with carbothermic smelting
| Feature | Carbothermic Smelting | Carbochlorination |
|---|---|---|
| Primary Output | Metallic tin | Tin (IV) chloride |
| Temperature | 1200–1400 °C | 500–650 °C |
| Iron Separation | Difficult; Fe reduces into tin or forms hardhead alloy | Efficient; Fe chlorides separated by vapour pressure differences |
| Efficiency | Can suffer from slag tin losses | >99% tin extraction reported21 |
| Feed Suitability | Prefers high-grade concentrates | Can treat low-grade and complex feeds20 |
Advantages
- Can achieve tin extraction rates exceeding 99%.21
- Operates at substantially lower temperatures than conventional smelting.
- Minimises hardhead (Fe–Sn alloy) formation.21
- Allows selective volatilisation and separation of metals.23
- Produces highly purified tin chloride products.
Disadvantages
- Requires handling of toxic and highly corrosive chlorine gas.19,23
- Needs specialised materials such as Inconel or fused silica.
- Requires complex gas handling and scrubbing systems.
- CaO and MgO impurities may form problematic liquid chlorides.23
- Additional pelletising and feed preparation steps increase complexity.19
Summary
Carbochlorination offers a lower-temperature alternative to conventional carbothermic tin smelting by converting cassiterite into volatile tin chlorides. The process can achieve very high extraction efficiency, improved iron separation, and lower operating temperatures. However, the use of chlorine gas introduces major engineering, corrosion, safety, and gas-handling challenges that increase operational complexity.
Alternative Low-Temperature Processing
Deep Eutectic Solvents (DES)
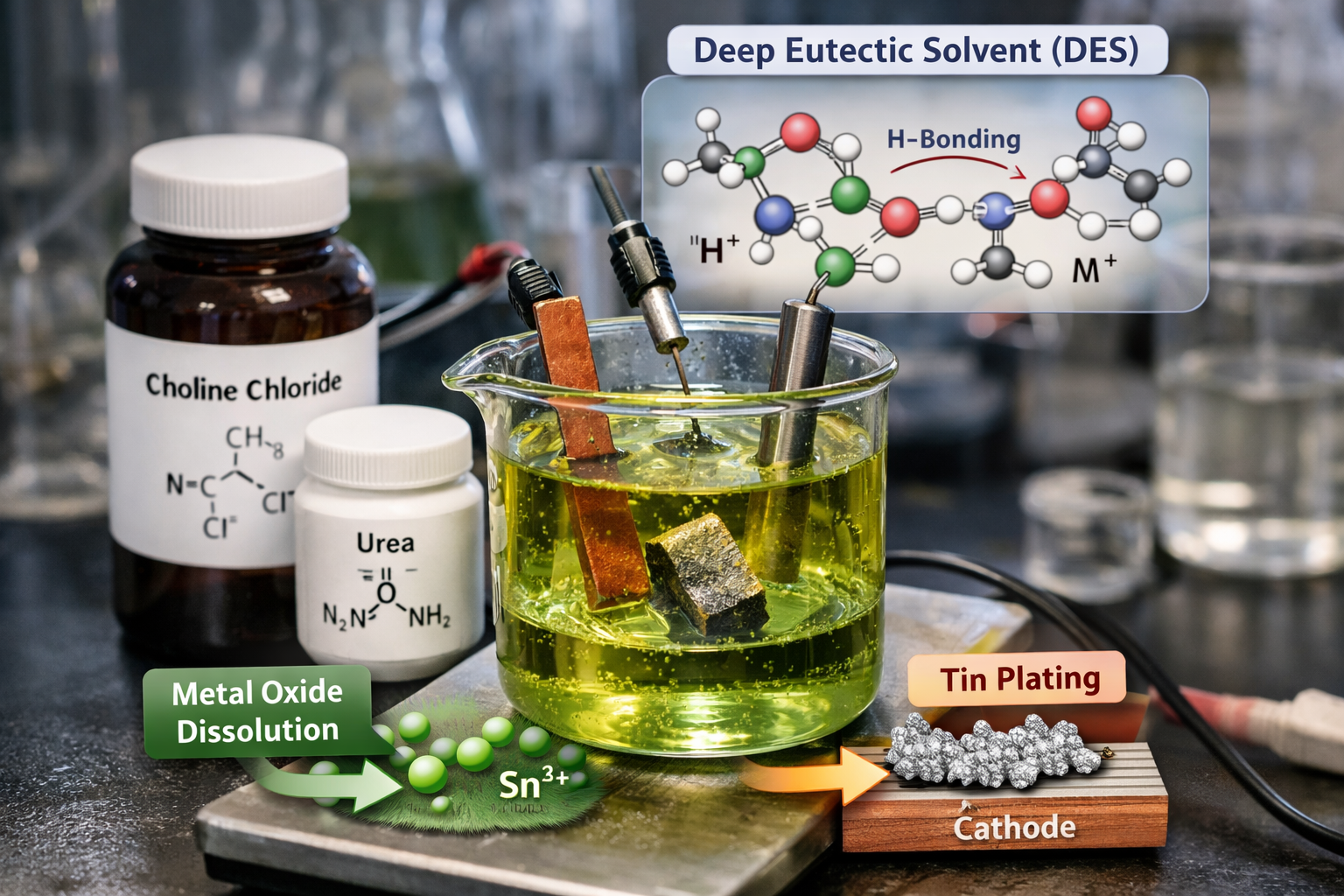
Deep eutectic solvents (DES) represent a low-temperature hydrometallurgical alternative to conventional pyrometallurgical tin production. DES systems are formed by combining a hydrogen bond donor and hydrogen bond acceptor, producing a highly associated liquid with a melting point substantially lower than either individual component.
A commonly studied system for tin extraction combines choline chloride and urea, sometimes referred to as Glyceline-type chemistry. Research carried out by the International Tin Research Institute (ITRI, now the ITA) investigated the use of DES systems for dissolving tin-bearing materials and subsequently recovering metallic tin through electrowinning.
How It Works
In the DES process, tin-bearing feedstocks such as tin oxide or slag are leached within a chloride-rich solvent system at temperatures between 140–175 °C. Under these conditions, soluble tin–chloride complexes form within the liquid phase.
The dissolved tin is then recovered electrochemically through electrowinning, where the DES itself acts as the electrolyte medium. Tin ions are reduced at the cathode surface, typically onto copper electrodes, producing metallic tin deposits.
Laboratory trials demonstrated successful tin plating from relatively pure tin oxide feedstocks. However, when applied to ferro-silicate slags, the maximum reported tin extraction efficiency was only approximately 16.2%, demonstrating limitations when processing complex primary materials.
Advantages
- Operates at substantially lower temperatures than conventional smelting (>1200°C), reducing energy demand and associated carbon emissions.
- Utilises relatively inexpensive and widely available commodity chemicals such as choline chloride and urea.
- Avoids direct sulphur dioxide emissions associated with pyrometallurgical processing.
- Potential exists for solvent recycling within a closed-loop processing system.
- Compatible with electrified processing routes and low-carbon electricity integration.
Disadvantages
- Highly sensitive to iron and zinc contamination, which rapidly saturates the solvent with competing metal complexes.
- DES systems are inherently viscous, limiting filtration efficiency, solid–liquid separation and mass transfer.
- Water addition lowers viscosity but may introduce hydrolysis effects and alter metal speciation.
- Tin selectivity in complex slags remains poor without significant pre-treatment or solvent modification.
- Extraction efficiencies from iron-rich primary slags remain relatively low (~16.2%).
Suitability for Secondary Feedstocks
DES processing appears significantly more suitable for cleaner secondary tin-bearing materials than for primary smelting slags. Relatively pure tin oxides and controlled e-waste streams exhibit substantially better dissolution and electrowinning behaviour than iron-rich slags.
This suggests that DES technologies may ultimately occupy a niche role within circular tin recovery systems, particularly for selective secondary feedstocks where low-temperature processing and solvent recyclability provide strong environmental advantages.

Summary
Deep eutectic solvent systems provide a promising low-temperature alternative for selective tin recovery, particularly from relatively clean secondary feedstocks. While the process offers lower operating temperatures, electrification potential, and reduced direct emissions, its performance remains strongly constrained by feed complexity, solvent viscosity, and poor selectivity in iron-rich slags. Significant pre-treatment or solvent engineering would likely be required before DES systems become technically or economically competitive for primary cassiterite processing.
Hydrometallurgical Recovery
Acid Digestion
Acid digestion represents a conventional hydrometallurgical strategy for recovering tin from slags and complex oxide materials. The approach relies on aggressive oxidative and chloride chemistry to dissolve metal-bearing phases, followed by controlled precipitation to selectively separate individual metals.

How It Works
Finely ground slag is treated using a mixture of nitric acid (HNO₃) and hydrochloric acid (HCl), producing a highly oxidative and strongly acidic environment similar to aqua regia-type chemistry.
The digestion reaction is strongly exothermic and generates a turbulent suspension as metal oxides dissolve and gaseous by-products, including nitrogen oxides (NOₓ), are released.
After digestion, centrifugation separates undissolved residue from the metal-rich solution. The pH of the resulting solution is then gradually increased using sodium hydroxide (NaOH), enabling staged hydrolysis and precipitation of different metals according to their solubility behaviour.
Process Sequence
1. Acid digestion
Tin-bearing slag is reacted with mixed nitric and hydrochloric acids to dissolve metal oxides and generate soluble chloride complexes.
2. Solid separation
The slurry is centrifuged to remove undissolved silicates and iron-rich residues from the pregnant leach solution.
3. Controlled pH increase
Sodium hydroxide is gradually added to raise solution pH and trigger staged hydrolysis of dissolved metal species.
4. Tin precipitation
Tin hydrolyses and precipitates near pH 4, typically as hydrated tin oxide species.
5. Zinc separation
Zinc remains soluble until approximately pH 7, where zinc hydroxide precipitation occurs.
Experimental Results
Proof-of-concept laboratory testing carried out by ITRI demonstrated approximately 53% tin extraction efficiency under controlled conditions.
The staged pH adjustment approach enabled partial metal selectivity, with zinc separating into near-neutral fractions while iron largely remained within residue and acidic precipitate streams.
The process also demonstrated the ability to recover tin from finely dispersed oxide and silicate phases that are difficult to recover using conventional gravity-based processing.
Advantages
- Can dissolve tin from chemically resistant oxide and silicate phases.
- Controlled pH adjustment enables staged metal separation and partial purification.
- Produces reactive tin oxide or hydroxide products suitable for downstream refining.
- Can recover finely dispersed tin phases unrecoverable by gravity methods.
- Provides access to tin trapped within complex slag matrices.
Disadvantages
- Highly exothermic and potentially violent reactions require careful thermal control.
- Generates nitrogen oxide (NOₓ) emissions requiring gas handling and scrubbing systems.
- Acid consumption is high due to buffering by CaO and FeO-rich slags.
- Requires corrosion-resistant reactors and comprehensive effluent treatment infrastructure.
- Capital and operating costs may become significant at industrial scale.
Summary
Acid digestion demonstrates moderate technical feasibility for recovering tin from slags, achieving laboratory-scale extraction efficiencies exceeding fifty percent. The process enables partial separation of zinc and iron through staged pH adjustment and can recover tin from finely dispersed oxide phases that are inaccessible to conventional physical separation methods. However, the highly aggressive chemistry, elevated reagent consumption, gas-handling requirements, and environmental management challenges introduce substantial engineering and economic complexity for large-scale industrial deployment.
Alternative Chemical Production Routes
Direct Organotin Production (Holland Process)
The Holland Process, described in US Patent 4638074, proposes a fundamentally different pathway for exploiting cassiterite and tin-bearing slags. Rather than producing metallic tin through smelting and refining, the process converts tin directly into commercially valuable organotin compounds used in stabilisers, catalysts, and specialty chemical applications.53
How It Works
Unrefined cassiterite concentrates or tin-bearing slags are reacted directly with organic halides such as butyl bromide or methyl chloride in the presence of an “onium” catalyst, typically quaternary ammonium compounds such as tetrabutylammonium bromide.53
The catalyst promotes interaction between the inorganic tin phase and the organic reagent, enabling organotin compounds to form directly from ore-derived material rather than from previously refined metallic tin.
A pre-reduction stage may be used to improve reactivity. In this step, cassiterite can first be partially reduced using hydrogen gas to form metallic tin within the ore matrix, substantially improving conversion efficiency toward organotin products.53
100–200°C
80–95%
~34%
Process Sequence
1. Ore preparation
Cassiterite concentrate or slag is prepared and optionally subjected to hydrogen pre-reduction to increase tin reactivity.
2. Organic halide reaction
The tin-bearing material reacts with organic halides such as butyl bromide or methyl chloride.
3. Catalyst activation
Quaternary ammonium “onium” catalysts facilitate transfer between inorganic tin phases and organic reagents.
4. Organotin formation
Organotin compounds form directly at moderate temperatures substantially below conventional smelting conditions.
5. Product separation
Liquid organotin products are separated using solvent extraction or distillation techniques.53
Advantages
- Directly produces high-value organotin compounds without intermediate metallic tin production.
- Moderate reaction temperatures significantly reduce energy intensity relative to smelting routes.
- Demonstrates inherent selectivity because relatively few gangue elements react with the organic halides.
- Can potentially utilise lower-grade or unconventional tin-bearing materials.
- Produces commercially valuable chemical intermediates used in stabilisers and catalysts.
Disadvantages
- Requires handling of organic halides and solvents with associated safety and environmental risks.
- Pre-reduction stages may be required to achieve commercially attractive conversion efficiencies.
- Commercial viability depends heavily on sustained organotin market demand.
- Solvent recovery and reagent recycling systems would likely be necessary at industrial scale.
- The process remains largely patent-stage and has not seen widespread commercial deployment.
Summary
The Holland Process represents a chemically selective and value-focused alternative to conventional metallurgical tin production. Rather than producing metallic tin, the process directly generates organotin compounds using moderate-temperature reactions between tin-bearing materials and organic halides. The approach offers high reported conversion efficiencies, reduced thermal intensity, and strong inherent selectivity. However, commercial implementation would depend heavily on reagent handling, solvent management, process safety, and long-term demand for organotin products.
Chlorination & Advanced Routes
Molten Salt Chlorination
Patent WO2013028126A1 describes a high-temperature process in which metal oxides are converted into corresponding metal chlorides within a molten chloride salt bath and subsequently reduced electrochemically.54
How It Works
The patent specifies a molten salt mixture comprising alkali chlorides such as sodium chloride (NaCl) and potassium chloride (KCl), together with aluminium chloride (AlCl₃), which functions as a chlorinating agent.54
The melt is maintained at elevated temperatures, typically around 660–900 °C, to ensure full liquefaction and high ionic conductivity. Tin-bearing materials containing tin oxide (SnO₂) are then introduced into the molten chloride system.54
1. Molten salt bath
Alkali chlorides and aluminium chloride form a high-temperature molten electrolyte.
2. Oxide chlorination
Aluminium chloride reacts with metal oxides to form soluble metal chloride species.54
3. Tin chloride formation
Tin oxide forms SnCl₂ and/or SnCl₄ depending on thermodynamic conditions.54
4. Electrochemical reduction
Dissolved tin chloride species are reduced at the cathode to produce elemental tin.54
Integrated Chlorination and Electrowinning
Unlike aqueous leaching routes, molten salt chlorination allows chlorination and electrochemical reduction to occur within a single molten phase. Because the electrolyte is fully liquid and highly conductive, ionic transport is rapid and mass-transfer limitations can be reduced.54
Advantages
- Combines chlorination and electrochemical reduction in one reactor environment.
- High temperatures promote rapid chlorination kinetics.
- Allows direct electrowinning from oxide-derived chloride species.
- Potential selective recovery based on redox potential or chloride volatility.54
Disadvantages
- Operating temperatures approaching 900 °C imply significant energy demand.
- Molten chloride salts and chlorine-containing environments are highly corrosive.
- Requires refractory-lined vessels and corrosion-resistant electrodes.
- Salt composition, gas handling and electrode stability require careful control.
Summary
Molten salt chlorination is a pyrometallurgical–electrochemical approach in which tin oxide and other metal oxides are chlorinated within a molten chloride salt mixture and then reduced by electrolysis. The process offers potentially high reaction rates, integrated chlorination–electrowinning, and flexible metal separation pathways. However, high operating temperatures, corrosive molten salts, and specialised materials requirements present major technical and economic barriers.
Final Outlook
Future Outlook
Near-term decarbonisation is most likely to be delivered through measures that can be implemented within existing operations: improving recovery from fines, tailings, slags and other secondary streams; reducing comminution energy through better circuit design and control; and increasing the share of low-carbon electricity in beneficiation and refining.
In the medium to long term, deeper emissions reductions will depend on demonstrating alternative extraction routes at industrial scale. Hydrogen-enabled flowsheets, biocarbon substitution, and chlorination-based pathways each offer credible potential to reduce reliance on fossil carbon, but their deployment will depend on engineering readiness, safety and materials constraints, impurity management, and total cost of ownership.
As reporting expectations tighten and low-carbon procurement grows in electronics and energy-storage supply chains, producers will need to credibly document lower embedded emissions through verified LCAs, higher circularity, cleaner energy inputs, and scalable process innovation.