

01 — Hydrogen production using tin
Turquoise hydrogen: methane pyrolysis
Methane pyrolysis is the thermal decomposition of methane (CH₄) into hydrogen gas (H₂) and solid carbon. When produced using this route, the hydrogen is often referred to as “turquoise hydrogen”.24,25
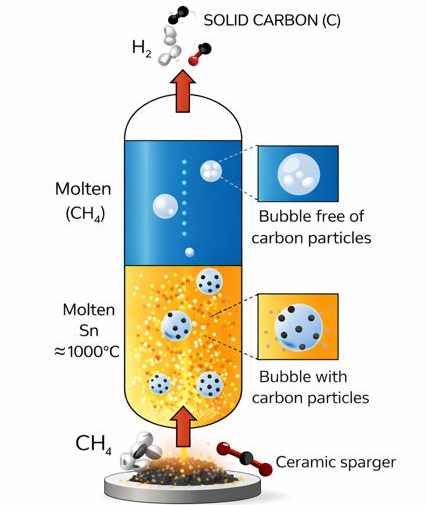
In tin-based systems, methane is injected into molten tin or tin-alloy reactors operating at around 1000°C. As methane bubbles rise through the molten media, heat causes methane to dissociate into hydrogen gas and solid carbon. Tin acts as an efficient heat-transfer medium, while alloying additions such as nickel can improve catalytic performance.24
The solid carbon formed is insoluble in molten tin and less dense than the liquid metal, allowing it to separate naturally from the molten bath. This helps prevent catalyst fouling and enables continuous operation while producing a potentially valuable carbon by-product.24,25
How it works
Methane is injected through spargers into molten tin or tin alloys. Smaller bubbles increase gas-liquid contact area and residence time, improving methane conversion efficiency.24
Advantages
Methane pyrolysis produces hydrogen without direct CO₂ emissions. The carbon by-product may be used in applications such as carbon black, graphite, batteries, construction materials, and rubber products.24,25
Challenges
Key challenges include high operating temperatures, molten metal corrosion, alloy optimisation, possible metal contamination of the carbon product, and sensitivity to natural gas and carbon market prices.24,25
Summary
Tin-based methane pyrolysis offers a promising low-carbon route for hydrogen production by converting methane into hydrogen gas and solid carbon without direct CO₂ emissions. Molten tin enables efficient heat transfer, continuous operation, and natural carbon separation, while catalytic alloying can significantly improve methane conversion efficiency.24,25
02 — Hydrogen production using tin
Green hydrogen: water splitting
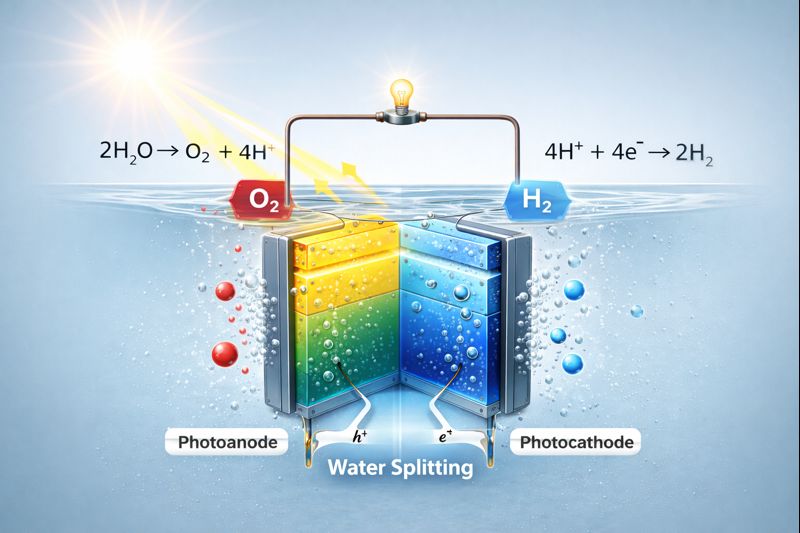
Water splitting dissociates water (H₂O) into hydrogen (H₂) and oxygen (O₂), using photoelectrochemical or photocatalytic systems that harvest light to drive the reaction.27,28,29
Tin plays a versatile role in these systems through oxides, sulphides, halides, perovskites and recycled composite materials. These materials can support light absorption, electron transport, charge separation, protective coatings and catalytic activity.27,29,31,32,33,34
Tin dioxide (SnO₂) is particularly important as a chemically stable, transparent electron transport and protective layer, helping improve the durability of high-performance but fragile photoelectrodes.32,33
Light harvesting
Tin-based chalcogenides such as SnS₂ and SnS absorb visible light effectively, while kesterites such as Cu₂ZnSnS₄ and tin-based perovskites offer tunable photoabsorber materials for hydrogen production.27,29,30
Charge transport
SnO₂ supports rapid electron extraction and transport, reducing recombination losses. Tin-based heterojunctions can also create internal electric fields that direct charges towards hydrogen and oxygen evolution sites.29,32,34
Protective layers
Thin SnO₂ coatings can protect unstable photocathodes such as Cu₂O from photocorrosion, while still allowing light absorption and electron transfer.33
Recycled tin catalysts
Tin recovered from electronic waste can be upcycled into functional catalytic systems. Recycled tin, often recovered alongside nickel and copper, can be incorporated into composite materials that enhance interfacial charge transfer during hydrogen evolution.28
This links hydrogen production with circularity, showing how tin recovered from waste streams can contribute to future clean-energy technologies.28
Summary
Green hydrogen production via photoelectrochemical water splitting uses semiconductor photoelectrodes to harvest solar energy and drive hydrogen and oxygen evolution. Tin-based materials contribute to light absorption, charge transport, interfacial stability and catalysis, although challenges remain around visible-light absorption, charge recombination, fabrication complexity and long-term stability.27,28,29,32,33,34
Hydrogen production overview
Summary of hydrogen production techniques
Tin enables multiple low-carbon hydrogen production pathways by playing complementary roles in both thermochemical and photoelectrochemical systems.24–34
In turquoise hydrogen production, molten tin and tin alloys facilitate methane pyrolysis by acting as efficient heat-transfer media that enable high hydrogen yields without direct CO₂ emissions, while allowing continuous separation of valuable solid carbon by-products.24,25
In green hydrogen production via water splitting, tin-based compounds contribute to light harvesting, charge transport, interfacial stability, and catalysis through oxides, sulphides, perovskites, and recycled composite materials.27–34
Together, these approaches highlight tin’s versatility, abundance, and sustainability potential in hydrogen technologies, while also underscoring shared challenges related to high operating temperatures, materials stability, charge recombination, and system complexity that must be addressed to enable large-scale deployment.24–34
03 — Carbon capture and utilisation
Tin in carbon capture, utilisation and storage (CCUS)
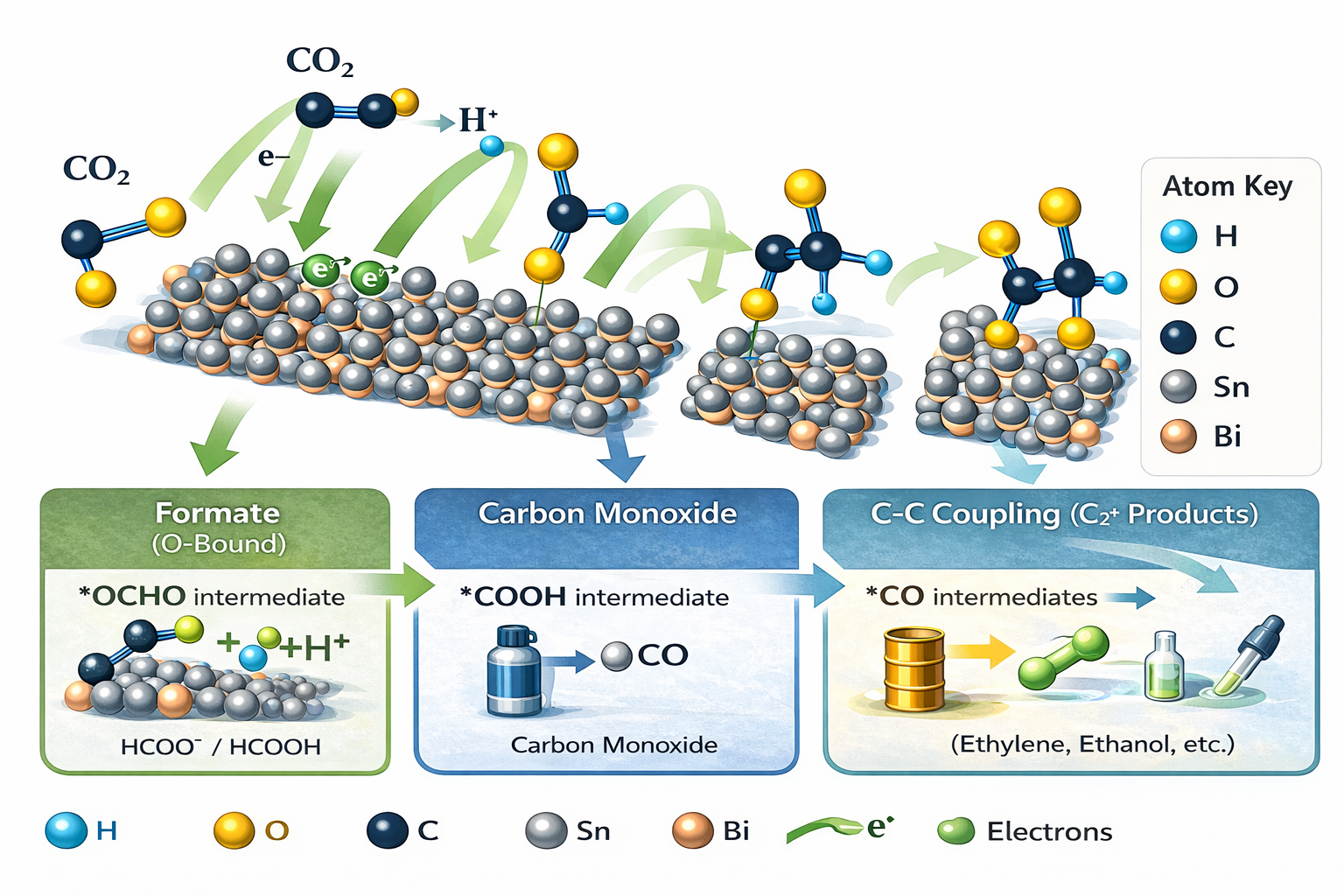
Carbon capture and utilisation (CCU) aims to mitigate carbon dioxide (CO₂) emissions by converting captured CO₂ into value-added chemicals and fuels, including carbon monoxide, formate, methane and alcohols, using renewable electricity, light, or mechanical energy.35,36
Among these products, formate is particularly attractive due to its role in hydrogen storage, fuel cells, and chemical synthesis, as well as its relatively low energy barrier for formation. Within this context, tin-based catalysts have emerged as leading materials for selective electrochemical CO₂-to-formate conversion.35,36
Tin catalysts naturally suppress hydrogen evolution while stabilising reaction intermediates associated with formate production, enabling high Faradaic efficiencies and strong product selectivity compared with many competing catalyst systems.36,37,39

Reaction pathways
Product selectivity depends on how intermediates bind to the catalyst surface. Tin-based systems preferentially stabilise the *OCHO intermediate, favouring formate production over competing pathways such as hydrogen evolution or methane generation.37,39
Alloy engineering
Alloying tin with metals such as bismuth, copper and gallium enables tuning between formate, carbon monoxide and multi-carbon products. Atomic-scale engineering can significantly alter catalytic activity and selectivity.36,38,42,43
Dynamic restructuring
Under operating conditions, tin catalysts can restructure into nanoscale active sites, increasing surface area and improving catalytic performance. Pulsed electrolysis can also regenerate active oxide phases and oxygen vacancies.35,44,45
Advantages and challenges
Tin is relatively abundant, low-cost and less geopolitically constrained than many noble-metal catalysts. Tin-based catalysts also exhibit exceptionally high selectivity for formate production, often exceeding 90% Faradaic efficiency.36,39
However, challenges remain around catalyst conductivity, long-term structural stability, agglomeration of nanoscale tin, and the relatively high overpotentials often required for efficient CO₂ reduction. Strategies such as alloying, conductive supports and pulsed operation are therefore important for future scale-up.35,41,48

Summary
Tin-based catalysts occupy a unique position in CCUS technologies, combining high selectivity for formate production, suppression of hydrogen evolution, relatively low material cost, and broad tunability through alloying and phase control. Advances in atomic dispersion, pulsed electrolysis, and bimetallic catalyst design continue to improve performance, reinforcing tin’s importance within future scalable carbon utilisation systems.35–48
Final Outlook
Future Outlook
Near-term decarbonisation is most likely to be delivered through measures that can be implemented within existing operations: improving recovery from fines, tailings, slags and other secondary streams; reducing comminution energy through better circuit design and control; and increasing the share of low-carbon electricity in beneficiation and refining.
In the medium to long term, deeper emissions reductions will depend on demonstrating alternative extraction routes at industrial scale. Hydrogen-enabled flowsheets, biocarbon substitution, and chlorination-based pathways each offer credible potential to reduce reliance on fossil carbon, but their deployment will depend on engineering readiness, safety and materials constraints, impurity management, and total cost of ownership.
As reporting expectations tighten and low-carbon procurement grows in electronics and energy-storage supply chains, producers will need to credibly document lower embedded emissions through verified LCAs, higher circularity, cleaner energy inputs, and scalable process innovation.